 한국어
한국어-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski - 한국어
-
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


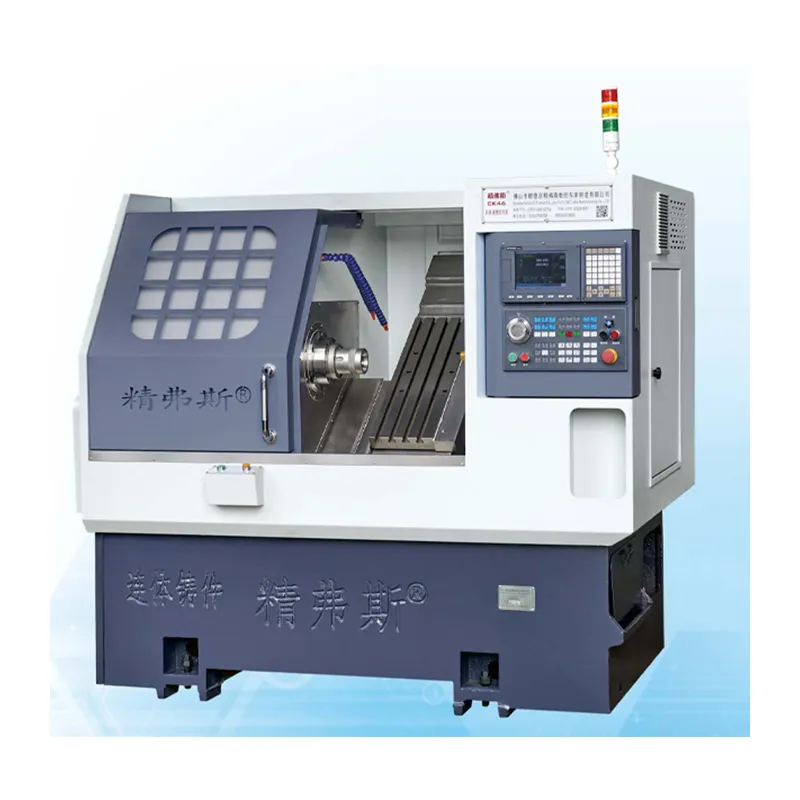
CNC 선반의 베어링 온도가 너무 높으면 어떻게해야합니까?
온도CNC 선반가이드 베어링이 너무 높아 베어링이 타 버립니다. 이것은 일반적인 결함 문제입니다. 다음으로 CNC 선반 베어링의 고온 문제를 처리하는 방법에 대해 이야기 해 봅시다.
1. 가이드 베어링의 기능
CNC 선반의 가이드 베어링을 설정하는 목적은 가이드 베어링의 지정된 클리어런스 범위 내에서만 실행되도록 발전기 메인 샤프트를 제한하고 발전기 기본 샤프트의 방사형 하중을 부여하는 것입니다.
2. 가이드 베어링의 작동 원리
얇은 오일 윤활 블록 베어링의 작동 원리는 주로 장치의 고속 회전을 사용하는 것입니다. 윤활유는 베어링의 관절 표면으로 들어가서 베어링을 윤활합니다. 윤활 후 뜨거운 오일은 오일 냉각기에 의해 냉각되고 베어링의 관절 표면과 저널에 다시 들어갑니다. 장치가 실행되면 윤활유가 자동으로 왕복 및 냉각됩니다. 메인 샤프트가 회전하면 저널과 저널 표면 사이에 안정적인 오일 쐐기가 형성되어 방사형 하중을 지정하고이를 가이드 베어링 시트로 전송 한 다음 프레임으로 전송합니다.
3. 가이드 베어링의 구성
가이드 베어링CNC 선반주로 베어링 캡, 윤활유 탱크, 냉각기, 반환 오일 파이프, 베어링 껍질, 베어링 시트, 무게 나사 및 온도계로 구성된 얇은 오일 윤활 블록 베어링입니다. 스테이션 B에있는 두 장치의 껍질을 베어링하는 가이드는 8 개의 껍질로 나뉘며, 이는 둘레에 따라 발전기 메인 샤프트의 가이드 샤프트 목에 골고루 분포됩니다.
4. 베어링 온도 증가 및 단위 진동 증가 원인 분석
유지 보수 조건의 작동 및 분석 관찰에 따르면, 우리는 베어링 온도 증가와 단위 진동 증가에 대한 두 가지 주요 이유가 있다고 생각합니다.
bearing 베어링 클리어런스가 증가하여 디자인 간격보다 훨씬 큽니다. 윤활유가 수상 가이드 베어링 표면으로 들어갑니다. 오일 웨지를 형성하는 것은 쉽지 않아 윤활이 열악하여 가이드 베어링 온도가 증가하고 단위 진동이 증가합니다.
bearing 베어링 표면에 접촉 지점이 너무 적고 접촉 표면이 충분하지 않아 장비 사양 요구 사항을 충족하지 않습니다.
5. 가이드 베어링 온도의 증가에 대한 솔루션
제조업체의 설계 요구 사항에 따르면, CNC 선반 장치의 냉각수 온도가 연속 작동 하에서 25 ° C를 초과하지 않으면 쉘의 온도와 오일 온도가 65 ° C를 초과해서는 안됩니다. 베어링과 오일의 온도는 냉각수의 온도뿐만 아니라 윤활유의 순환 및 베어링과 스핀들 저널 사이의 제거와 관련이 있습니다.
가이드 베어링의 허용 가능한 클리어런스CNC 선반0.2 ~ 0.3mm (양면 클리어런스)입니다. 베어링의 하부는 윤활유에 담겨 있습니다. 스핀들이 시계 방향으로 회전하면 윤활유는 가이드 베어링 베어링 표면에 쉽게 들어가서 베어링 표면을 윤활하기 위해 오일 웨지를 생성 할 수 있습니다. 스핀들이 스윙하는 경우에도, 적합 사이의 클리어런스가 매우 작지만, 짧은 거리, 우수한 윤활 조건, 마찰에 의해 생성 된 열이 적고, 냉각 효과가 우수하지만, 베어링의 연소는 물론 베어링 온도가 상승하지는 않습니다.
문의 보내기


X
당사는 귀하에게 더 나은 탐색 경험을 제공하고, 사이트 트래픽을 분석하고, 콘텐츠를 개인화하기 위해 쿠키를 사용합니다. 이 사이트를 이용함으로써 귀하는 당사의 쿠키 사용에 동의하게 됩니다.
개인 정보 보호 정책